





在光伏行业的快速发展,高质量超纯水制备系统已经成为保障光伏组件质量与生产效率的核心设备。光伏电池片、组件的清洗、掺杂、刻蚀等关键工序对水质纯度提出非常高的要求。西门子IONPURE EDI模块凭其先进的连续电去离子技术,为光伏制造企业提供了契合高电阻率需求的超纯水解决方案。本文将从行业用水现状、技术方案选型、核心优势、应用案例等维度展开详细解析。

一、光伏制造用水现状与核心水质需求
随着光伏技术向高效化、轻薄化方向升级,行业对超纯水的需求呈现出“高纯度、高稳定、低能耗”的突出的特征。
当前光伏制造行业用水存在两大核心痛点
① 传统水处理工艺难以长期维持稳定的高纯度水质,如单一反渗透(RO)技术产水电阻率仅为0.05-1MΩ・cm,无法满足核心工序要求;
② 传统混床离子交换技术需周期性停机再生,消耗大量酸碱试剂,不仅增加运行成本,还存在废水污染风险,与光伏产业绿色发展理念相悖。
从水质需求来看,光伏制造核心工序对超纯水的电阻率要求普遍≥15MΩ・cm(25℃),部分高端电池片生产需达到18MΩ・cm的理论纯水标准。此外,水中的硅、硼等弱电解质以及Na⁺、K⁺等金属离子残留需严格控制,其中硅去除率需达到90%以上,否则会在电池片表面形成杂质层,降低光电转换效率。同时,生产过程的连续性要求超纯水系统具备24小时不间断运行能力,水质波动范围需控制在±5%以内。
二、光伏超纯水技术方案:型号推荐与工艺对比
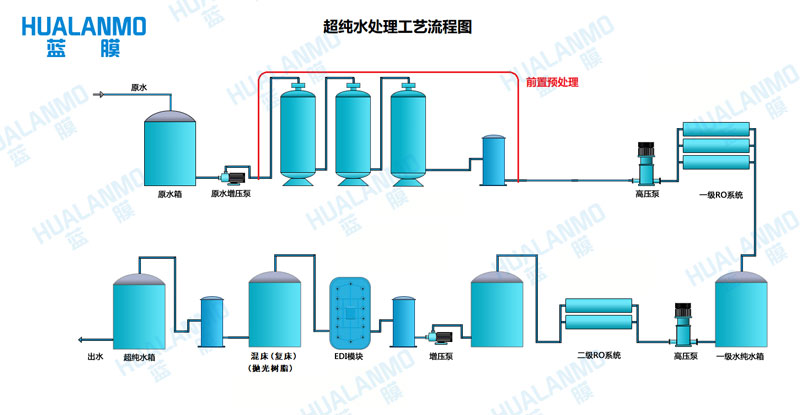
针对光伏制造的严苛需求,结合预处理、核心除盐、深度抛光的全流程设计,推荐采用“多介质过滤+超滤+二级RO+西门子IONPURE EDI模块+紫外消毒”的组合工艺。其中核心除盐环节选用西门子IONPURE IP-LXM30Z型号EDI模块,该型号专为中大型超纯水系统设计,适配光伏制造的规模化用水需求。
其关键参数优势突出
设计流量3.3-5.11m³/h,可满足不同产能生产线的用水需求;进水要求适配RO产水,产水电阻率稳定>15MΩ・cm,最小产水流量下更是可达>17MΩ・cm,完全覆盖光伏行业核心工序的水质要求。
对于大型光伏制造基地,可选用VNX系列大流量模块,如IONPURE VNX55-E型号,其名义产水流量达12.5m³/h,产水电阻率最高可至18MΩ・cm,硅和硼去除率均超过95%,通过多模块并联可实现单套系统出力超过228m³/h,满足大规模生产的集中供水需求。
其与行业常见的三种处理技术进行对比
① 与单一RO技术相比,组合方案通过EDI模块的深度除盐,产水纯度提升2-3个数量级,总脱盐率超过99.9%,有效去除RO技术无法完全清除的溶解气体和弱电解质;
② 与蒸馏法相比,EDI模块运行能耗仅为0.5-1.5kWh/吨水,是蒸馏法的1/10,且设备占地面积更小,更适合大规模连续供水;
③ 与传统混床相比,EDI模块无需化学再生,可实现连续运行,避免了混床因树脂饱和导致的水质急剧下降问题,同时减少90%以上的酸碱废水排放。

三、西门子IONPURE EDI模块方案核心优势
① 水质稳定性强
依托西门子专利CEDI技术,通过离子交换膜、树脂与电场的协同作用,实现无化学药剂的连续除盐,产水电阻率长期稳定在16-18MΩ・cm,波动范围控制在±5%以内。IONPURE模块采用专利的“全填充”浓水室技术,厚隔板设计保证了运行过程无泄漏,无需加盐和浓水循环,进一步确保了水质的稳定性。
② 运行成本可控
无需采购酸碱试剂和再生设备,日常运维仅需定期监测水质和检查管路,长期使用成本较传统混床技术降低30%-50%。模块回收率高达90-95%,部分型号如VNX55-E更是达到98.5-99%,较传统工艺节水30%,契合光伏产业的绿色低碳发展需求。同时,模块运行仅需耗电,无额外化学药剂消耗,能源利用效率远超传统工艺。
③ 运维便捷高效
模块采用双O型圈密封和高绝缘设计,安装简单、维护量少,在正常进水条件和规范维护下,使用寿命较长。当出现产水效率下降时,可通过调节电流进行在线再生,无需停机更换部件。
④ 适配性广泛
除核心工序用水外,该方案可根据光伏企业不同工序的用水需求,通过模块化组合调整产水参数,适配组件清洗、硅片切割、电池封装等全流程用水场景。从中小产能生产线适用的LX系列,到大型基地所需的VNX大流量系列,丰富的产品矩阵可满足不同规模企业的个性化需求,且模块支持水平或垂直安装,极大提升了场地布置的灵活性。
四、实际应用案例分析
某大型光伏组件制造企业为解决传统混床工艺水质不稳定、废水排放超标的问题,引入了以西门子IONPURE IP-LXM30Z模块为核心的超纯水系统,用于年产2GW光伏电池片生产线的核心工序供水。该项目设计产水量为5m³/h,进水采用二级RO产水,经过6个月的稳定运行,系统表现出优异的性能:产水电阻率持续稳定在17-18MΩ・cm,硅去除率达到98%,钠离子去除率超过99.5%,完全满足高效电池片生产的水质要求。
从运行效益来看,该项目较原有混床工艺节省酸碱试剂采购成本约40万元/年,减少废水处理成本25万元/年,能耗成本降低30%,综合年节约运营成本超过100万元。同时,系统实现24小时不间断运行,未出现因水质波动导致的生产中断,电池片良率较之前提升2.3个百分点,直接提升了企业的市场竞争力。
另一大型光伏基地则采用了IONPURE VNX55-E大流量模块组,通过8台模块并联,实现了100m³/h的产水规模,产水电阻率稳定在17.5MΩ・cm以上,满足了该基地3条高效电池片生产线的同步用水需求。其高回收率设计使水资源利用率提升至99%,年节水达12万吨。
五、光伏超纯水技术发展趋势
① 更极致的纯度要求,随着N型高效电池技术的普及,对水中金属离子、有机物的残留要求将进一步提高,EDI模块的除盐精度和杂质去除能力将持续升级;
② 智能化运维,结合物联网和大数据技术,实现水质参数的实时监测、故障预警和自动调节,打造“无人值守”的超纯水系统;
③ 低碳化升级,通过优化EDI模块的电场设计和能量回收技术,进一步降低运行能耗,同时探索水资源的循环利用,实现“零排放”目标。
西门子IONPURE凭借超过30年的CEDI技术积累,已在技术迭代中提前布局。从1991年H-Series到2004年VNX系列的推出,再到2018年VNX-MAX大流量模块的升级,始终引领着技术发展方向。其配套的DC3+电源控制器,支持最高600VDC和15A输出,可精准匹配不同工况需求,为智能化运维提供了硬件基础。
在光伏产业高质量发展的背景下,超纯水的水质稳定性和制备经济性已成为影响企业核心竞争力的关键因素。西门子IONPURE EDI模块凭借其高电阻率稳定输出、低能耗、免化学再生等核心优势,为光伏制造企业提供了高效、环保的超纯水解决方案,有效破解了传统工艺的水质波动和污染难题。您若想进一步了解西门子EDI模块应用方案相关资料、报价、案例,可直接联系蓝膜华东区域客户经理17818561307(微信同号)。
本文由苏州蓝膜(www.sulanmo.com)原创首发,转载请以链接形式标明本文地址或注明文章出处!
可能您还想了解:
