



在半导体制造行业,超纯水是贯穿芯片设计、晶圆加工、封装测试等全流程的关键基础材料,其水质纯度直接决定芯片的良率、性能与可靠性。随着半导体技术向7nm及以下先进制程演进,对超纯水的水质要求越来越高,传统水处理技术已难以满足高效、稳定、环保的产水需求。本文将为您介绍的是西门子VNX55-EX大流量EDI模块应用在半导体制造纯水解决方案相关内容。

一、半导体行业用水现状与水质需求
1.行业用水现状
半导体制造过程涉及光刻、蚀刻、清洗等数十道精密工序,每一道工序都离不开超纯水的参与。数据显示,一座月产能为5万片12英寸晶圆的工厂,日均超纯水消耗量可达数千吨甚至上万吨。当前,行业内部分企业仍采用传统的“反渗透+混床离子交换”工艺制备超纯水,但该工艺存在明显短板:混床树脂需要定期化学再生,不仅会产生大量酸碱废水,污染环境,还需中断制水流程,影响生产连续性;同时,再生过程中使用的化学药剂增加了运行成本,且再生不彻底易导致产水水质波动,难以适配先进制程对水质稳定性的严苛要求。此外,随着芯片制程不断微缩,水中的微量杂质(如金属离子、硅、硼等)对芯片性能的影响呈指数级放大,传统工艺在杂质去除效率上已力不从心。
2.核心水质需求
半导体制造对超纯水的水质要求非常高,具体指标包括:产水电阻率需达到18MΩ・cm以上,几乎接近理论纯水极限;金属离子(如钠离子、氯离子等)去除率需≥99.9%,避免其在晶圆表面形成杂质沉淀,影响电路性能;硅(SiO₂)和硼(B)去除率需超过99%,防止在高温工艺中形成绝缘层或缺陷;总有机碳(TOC)含量需低于0.5ppm,避免有机物污染导致芯片良率下降。此外,考虑到半导体工厂的大规模生产需求,超纯水制备系统还需具备大流量、高回收率、连续稳定运行等特点,以匹配生产线的持续供水量需求。
二、技术方案型号推荐和对比
1.推荐方案:西门子IONPURE VNX55-EX大流量EDI模块
VNX55-EX是西门子IONPURE品牌专为微电子行业超纯水需求优化设计的大流量EDI模块,基于成熟的连续电去离子技术,通过专利的“全填充”浓水室设计与高效离子交换树脂组合,实现超纯水的连续制备。该模块单个膜堆的名义产水流量可达12.5m³/h,通过多模块并联,单套系统出力可轻松超过228m³/h,完全满足半导体工厂的大流量用水需求。其核心技术优势在于无需化学再生,通过电场作用实现离子的持续迁移与树脂的在线再生,从根本上解决了传统混床工艺的环保与效率问题。
2.与同类产品及传统工艺对比
与传统“反渗透+混床”工艺对比:在水质稳定性方面,VNX55-EX模块产水电阻率稳定在18MΩ・cm以上,波动极小,而混床工艺在树脂接近饱和时,产水水质会明显下降;在运行成本上,VNX55-EX无需消耗酸碱再生药剂,也无需投入废水处理成本,运行费用仅为传统工艺的60%左右;在环保性能上,该模块无化学废水排放,符合“双碳”的要求,而传统混床每再生一次会产生大量高盐废水,处理难度大、成本高;在生产连续性上,VNX55-EX可24小时连续运行,无需停机再生,而混床再生一次通常需要数小时,严重影响生产效率。

与普通EDI模块对比:相较于常规EDI产品,VNX55-EX针对半导体行业需求进行了专项优化。在杂质去除效率上,其钠离子、氯离子去除率达到99.9%,硅和硼去除率超过99%,远超普通EDI模块的去除水平;在流量设计上,单个模块名义产水流量12.5m³/h,最大流量可达16.7m³/h,比同类型普通EDI模块高出30%以上,可大幅减少模块安装数量,节省占地面积;在运行稳定性上,该模块采用Through-port垫片密封技术,确保无泄漏运行,且经过15000小时连续运行测试,性能衰减率低于5%,远优于普通EDI模块的使用寿命与稳定性。
与IONPURE家族其他型号对比:VNX55-EX与同系列的VNX55-E模块相比,在杂质去除率上更具优势,硼和硅的去除率从95%提升至99%以上,更适配先进制程需求;与LX系列工业型EDI模块相比,VNX55-EX的单模块流量更大,占地面积更小,且支持水平与竖直两种安装方式,系统布局更灵活,更适合半导体工厂紧凑的车间布局。
三、方案优势
1.极致水质,保障芯片良率
VNX55-EX模块采用优化的离子交换膜与树脂填充技术,结合高强度电场设计,实现了对微量杂质的高效深度去除。其产水电阻率稳定在18MΩ・cm以上,钠离子、氯离子去除率≥99.9%,硅和硼去除率≥99%,完全满足半导体7nm及以下先进制程的水质要求。稳定的超纯水水质可有效减少晶圆表面的杂质污染与缺陷,大大地提升芯片良率。某12英寸晶圆厂应用数据显示,采用该模块后,芯片良率较传统工艺提升了3-5个百分点,直接创造了显著的经济效益。
2.大流量高回收,适配规模生产
该模块单个膜堆名义产水流量为12.5m³/h,最大产水流量可达16.7m³/h,通过多模块并联可满足不同规模半导体工厂的用水需求。同时,其回收率高达95-97.5%,远高于传统混床工艺的70-80%,大幅提升了水资源利用率,降低了原水消耗成本。对于日均耗水量达万吨级的大型半导体工厂而言,高回收率每年可节省数千吨水资源,同时减少相应的水处理能耗,实现节能降耗双赢。
3.免化学再生,环保且高效
VNX55-EX模块采用连续电去离子技术,无需使用酸、碱等化学再生药剂,从源头杜绝了化学废水的产生。与传统混床工艺相比,每年可减少数百吨酸碱药剂消耗,降低了药剂采购与废水处理成本,同时避免了化学再生过程中的安全风险与环境污染。此外,该模块无需停机再生,可实现24小时连续稳定产水,彻底解决了传统工艺因再生导致的生产中断问题,保障了半导体生产线的连续性运行,提升了整体生产效率。
4.稳定可靠,运维成本低
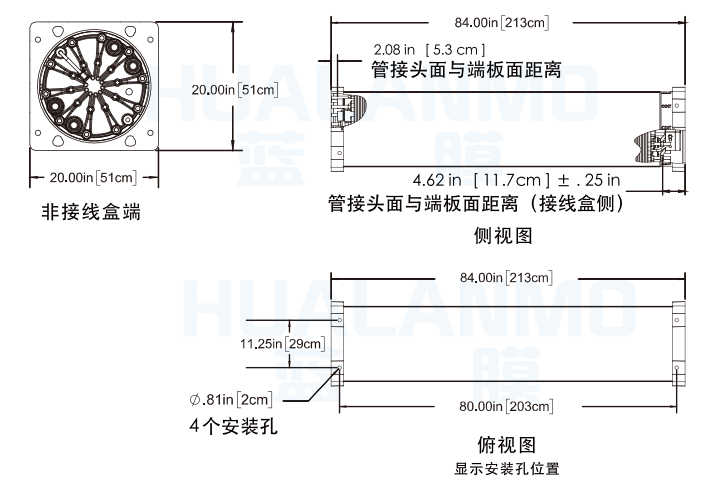
模块采用玻璃纤维增强塑料(FRP)壳体与双O型圈密封设计,具备超强的抗压性与密封性,可在1.4-7bar的进水压力下稳定运行,无泄漏风险。此模块结构设计紧凑,安装维护简便,无需专业技术人员即可完成日常巡检与维护,大幅降低了运维人员的工作强度与运维成本。此外,该模块配备了智能接线盒与电源控制系统,可实时监控运行参数,及时预警故障,进一步提升了系统运行的可靠性与可追溯性。
5.合规性强,适配行业标准
VNX55-EX模块通过了CE认证,生产工厂符合ISO9001质量体系与ISO14000环境体系认证,所有与水接触的组件材质均符合半导体行业相关标准要求,确保产水无二次污染。同时,模块还通过了清真食品认证,满足不同地区的合规性需求。其稳定的性能与合规性设计,可帮助半导体企业轻松通过环保、安全等相关审核,规避政策风险。
四、应用案例分析
某全球领先的半导体企业在国内新建一座12英寸先进制程晶圆厂,该工厂主要生产7nm制程芯片,对超纯水的水质、流量与稳定性提出了极高要求。经过多方调研与技术对比,最终选择采用西门子IONPURE VNX55-EX大流量EDI模块作为超纯水制备系统的核心单元。
该项目共配置20台VNX55-EX模块,采用并联方式运行,单套系统设计产水流量为250m³/h,满足工厂日均2000吨的超纯水需求。系统工艺流程为:原水→预处理→一级反渗透→二级反渗透→VNX55-EX EDI模块→终端杜邦UP6040树脂抛光→超纯水供水系统。
项目运行数据显示,VNX55-EX模块的产水电阻率稳定在18MΩ・cm,钠离子、氯离子含量均低于0.1ppb,硅和硼去除率分别达到99.3%和99.2%,完全满足7nm制程的水质要求。系统运行一年多以来,无一次因水处理系统故障导致生产中断,模块运行稳定,性能衰减率不足3%。与传统工艺相比,该系统每年可减少酸碱药剂消耗300余吨,减少化学废水排放5000余吨,水资源回收率提升至96%,每年可节省运行成本超过200万元。同时,芯片良率较原工厂采用的传统工艺提升了4.2个百分点,为企业创造了显著的经济价值与环境效益。
该案例充分验证了VNX55-EX大流量EDI模块在半导体先进制程中的适用性与优越性,为行业内其他企业的超纯水制备系统升级提供了宝贵的实践参考。
在半导体制造行业向先进制程快速迈进的背景下,超纯水制备技术的升级迭代已成为行业高质量发展的关键支撑。西门子IONPURE VNX55-EX大流量EDI模块,凭借其极致的水质纯度、稳定的大流量输出、免化学再生的环保优势与低运维成本,完美契合了半导体行业的核心需求,为超纯水制备提供了高效、可靠、环保的解决方案。您若想进一步了解西门子VNX55-EX大流量EDI模块应用方案相关资料、报价、案例,可直接联系蓝膜华东区域客户经理17818561307(微信同号)。
本文由苏州蓝膜(www.sulanmo.com)原创首发,转载请以链接形式标明本文地址或注明文章出处!
