





在半导体、集成电路等微电子产业快速迭代的当下,芯片制程向纳米级突破,对生产用水的纯度、稳定性和连续性要求非常高。超纯水作为产线“血液”,直接影响芯片良率与性能。传统水处理方案存在诸多短板,而西门子IONPURE VNX55-E大流量EDI膜堆凭其先进技术与出色的性能,成为微电子产线供水优选方案。本文将为您分享西门子VNX55-E大流量EDI膜堆在微电子产线的解决方案相关内容。
一、行业用水现状与水质需求
1.用水现状痛点
① 传统混床离子交换技术需频繁再生,不仅导致产水中断,影响生产连续性,还会产生大量化学废水,增加环保处理成本,与当下绿色生产理念相悖;
② 部分水处理方案存在产水水质波动问题,水中微量的硅、硼、金属离子等杂质,可能造成芯片电路短路、漏电等缺陷,严重影响产品良率;
③ 随着产线产能扩张,传统设备大流量供水能力不足,且占地面积大,难以适应产线紧凑布局的需求。
④ 人工操作维护复杂、运行成本居高不下等问题,也成为制约微电子企业高效生产的重要因素。
2.核心水质需求
微电子产线对超纯水的水质要求远超普通工业用水,具体指标堪称严苛:
① 电阻率需达到18MΩ・cm以上,确保水中几乎无导电离子,避免影响芯片电路性能;
② 硅(SiO₂)去除率需≥95%,硼(B)去除率≥95%,这些杂质若残留会形成绝缘层或导致晶格缺陷,影响芯片功能;
③ 钠离子(Na⁺)、氯离子(Cl⁻)等金属离子和阴离子去除率需≥99.8%,防止离子迁移造成电路腐蚀或短路;
④ 总有机碳(TOC)含量需<0.5ppm,避免有机物在芯片表面沉积,影响光刻、蚀刻等关键工艺精度;
⑤ 产水需连续稳定供应,无流量波动和水质突变,满足24小时不间断生产需求。
二、技术方案型号推荐和对比
1.推荐方案:西门子IONPURE VNX55-E大流量EDI膜堆
西门子IONPURE作为EDI技术的领军品牌,拥有超过30年的技术积累和市场验证。VNX55-E大流量EDI膜堆是专门针对微电子行业超纯水需求优化设计的核心产品,采用成熟可靠的连续电去离子技术,无需化学再生,可实现大流量、高纯度超纯水的持续产出。该膜堆名义产水流量达12.5m³/h,通过多台并联可使单套系统出力超过228m³/h,完全满足大型微电子产线的大流量供水需求。
2.与行业同类方案对比
与传统混床离子交换技术对比
传统混床需定期使用酸、碱化学药剂再生,再生过程需停机8-12小时,严重影响生产连续性;而VNX55-E膜堆无需化学再生,可24小时连续运行,产水无中断。在环保方面,混床每次再生会产生大量高盐废水,处理成本高,且存在化学药剂泄漏风险;VNX55-E无化学药剂消耗,仅需耗电,废水排放量减少90%以上,符合绿色生产要求。水质稳定性上,混床再生后初期水质较好,后期逐渐衰减,波动较大;VNX55-E通过电场作用持续净化,产水电阻率稳定在17.5-18MΩ・cm,水质波动极小。此外,混床需配备树脂罐、中和池等设备,占地面积大,人工维护成本高;VNX55-E结构紧凑,可水平或竖直安装,占地面积仅为传统混床的1/3,且维护简单,无需专人值守。
与普通EDI膜堆对比
普通EDI膜堆多针对通用工业场景设计,大流量供水能力不足,单台名义产水流量通常在5m³/h以下,难以满足微电子产线的大规模用水需求;而VNX55-E单台名义产水流量达12.5m³/h,zui大产水流量可达16.7m³/h,大流量优势显著。在水质指标上,普通EDI膜堆硅、硼去除率多在90%左右,难以满足微电子行业的严苛要求;VNX55-E针对超纯水需求优化,硅和硼去除率均≥95%,金属离子去除率≥99.8%,完全符合微电子产线水质标准。此外,普通EDI膜堆密封性能一般,长期运行存在泄漏风险;VNX55-E采用Through-port垫片密封技术,结合专利的“全填充”浓水室设计,确保运行无泄漏,且无需加盐和浓水循环,运行更稳定可靠。
与同系列其他型号对比
西门子IONPURE VNX系列还包括VNX55-EX、VNX-EP等型号,各有侧重。VNX55-EX虽硅、硼去除率更高(≥99%),但进水要求更严格(总硬度<0.1ppm),且回收率略低(95-97.5%),适合对水质要求极高的特殊制程;而VNX55-E回收率达98.5-99%,节水效果更好,进水适应性更强,更适合大规模量产的微电子产线。VNX-EP主要针对电力行业超临界锅炉补给水设计,虽大流量优势突出,但在微电子行业关键的硼、硅去除率上略低于VNX55-E,难以满足芯片生产的极致需求。因此,VNX55-E在水质适配性、节水效果和性价比方面,更契合微电子产线的核心需求。
三、方案优势
1.极致水质,保障产品良率
VNX55-E大流量EDI膜堆采用先进的离子交换膜和树脂填充技术,结合优化的电场分布设计,实现了对杂质离子的高效深度去除。产水电阻率在二级RO产水进水条件下可达17.5MΩ・cm以上,若以去离子水为进水,电阻率可突破18MΩ・cm,完全满足微电子行业对超纯水的极致要求。其硅去除率≥95%、硼去除率≥95%,钠离子和氯离子去除率≥99.8%,有效避免了杂质离子对芯片制程的不良影响,显著提升产品良率。经实际应用验证,采用该方案的微电子企业,芯片良率较传统方案平均提升3-5个百分点。
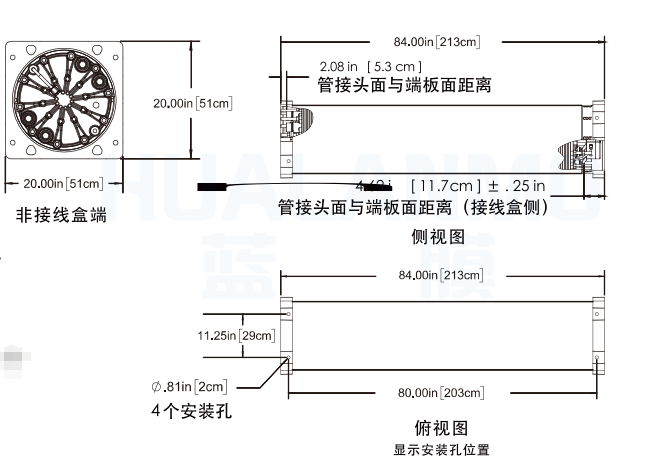
2.大流量连续供水,适配产能扩张
VNX55-E单台名义产水流量达12.5m³/h,zui大产水流量可达16.7m³/h,通过多台并联组合,可轻松实现单套系统出力超过228m³/h,完全满足大型微电子产线的大流量用水需求。该膜堆支持水平和竖直两种安装方式,结合专利的Flexmount™支架/端板设计,可灵活组合布局,适配产线紧凑的空间规划。与传统方案相比,VNX55-E无需停机再生,实现24小时不间断供水,彻底解决了传统混床再生导致的生产中断问题,为产线满负荷运行提供了稳定保障。同时,其宽流量调节范围(7.5-16.7m³/h)可适配产线不同工况下的用水波动,确保供水稳定性。
3.环保节能,降低运行成本
VNX55-E采用连续电去离子技术,无需使用酸、碱等化学再生药剂,从源头杜绝了化学废水的产生,每年可减少大量化学药剂消耗和废水处理成本。与传统混床相比,该方案运行过程中仅需消耗电能,能耗降低30%以上,且无化学药剂储存和运输风险,安全性更高。此外,VNX55-E回收率高达98.5-99%,远高于行业平均水平,极大地提高了水资源利用率,有效降低了水费支出。在维护成本方面,该膜堆结构坚固耐用,双O型圈密封和全填充浓水室设计减少了故障发生率,且无需专人定期维护再生,每年可节省大量人工维护费用,综合运行成本较传统方案降低40-60%。
4.稳定可靠,适配严苛工况
VNX55-E膜堆生产工厂已通过ISO 9001和ISO 14000质量和环境体系认证,每个膜堆出厂前都经过严格测试,符合CE认证标准,质量可靠。其壳体采用玻璃纤维增强塑料(FRP),耐腐蚀性强,与水接触的组件材质符合行业高标准,确保长期运行无溶出物污染。该膜堆可在1.4-7bar进水压力、20-45℃温度范围内稳定运行,适应微电子产线复杂的工况环境。此外,膜堆配备独立接线盒,电源连接安全便捷,配套的电源控制系统可实现精准调控,进一步提升运行稳定性。
四、应用案例分析
某全球领先的半导体企业在国内新建一条12英寸芯片产线,该产线采用7nm先进制程,对超纯水的纯度、流量稳定性和连续性要求极高。此前,该企业原有产线采用传统混床+RO的水处理方案,存在产水中断、水质波动、运行成本高、环保压力大等问题,严重影响芯片良率和生产效率。为解决上述痛点,该企业经过多方调研和技术对比,zui终选择西门子IONPURE VNX55-E大流量EDI膜堆作为核心水处理设备,构建了“预处理+一级RO+二级RO+VNX55-E EDI”的超纯水制备系统。
1.方案配置
根据产线日均2000吨的用水需求,该项目配置了16台VNX55-E膜堆,分为两组并联运行,单组系统出力125m³/h,总产水能力可达250m³/h,预留充足冗余以应对产线产能扩张。膜堆采用竖直安装方式,结合Flexmount™支架设计,有效节省了占地面积,适配产线紧凑布局。配套选用西门子专用电源控制系统,实现对膜堆运行参数的实时监控和精准调控,确保产水水质稳定。
2.应用效果
该系统投运后,实现了显著的应用成效:
水质达标且稳定:产水电阻率持续稳定在18MΩ・cm,硅去除率达96.5%,硼去除率达95.8%,钠离子、氯离子去除率均超过99.9%,各项指标均满足7nm制程的严苛要求,芯片良率从原来的82%提升至87.5%,每年为企业增加经济效益超亿元;
连续稳定供水:系统实现24小时不间断运行,无停机再生需求,彻底解决了传统方案产水中断的问题,产线有效运行时间提升10%以上;
节能环保成效显著:每年减少化学再生药剂消耗约20吨,化学废水排放量减少95%,水资源回收率提升至98.8%,每年节省水费和环保处理费用约300万元;能耗较传统方案降低35%,每年节省电费约280万元;
维护成本降低:系统运行稳定,无需专人负责再生操作,维护工作量减少70%,每年节省人工维护成本约80万元。
该案例充分验证了西门子VNX55-E大流量EDI膜堆在微电子产线超纯水制备中的出色性能,不仅解决了行业核心痛点,还为企业创造了显著的经济、环保和社会效益,成为微电子行业水处理升级的标杆案例。
五、行业发展趋势
1.水质要求更趋严苛
随着微电子技术向5nm及以下先进制程突破,芯片电路密度不断提高,对超纯水中的杂质含量要求将进一步降低。未来,超纯水电阻率需稳定维持在18MΩ・cm,硅、硼去除率需达到99%以上,金属离子浓度需控制在ppt级(10⁻¹²g/mL),这将推动EDI技术向更高纯度、更高去除效率方向发展。
2.大流量、集成化成为主流
微电子产线产能持续扩张,单条产线用水量不断增加,对水处理系统的大流量供水能力提出更高要求。同时,产线布局日益紧凑,要求水处理设备向集成化、模块化方向发展,减少占地面积。VNX55-E这类大流量EDI膜堆,凭借其模块化组合优势和紧凑设计,将成为未来大型微电子产线的主流选择。
3.绿色节能与智能化融合
在“双碳”目标引领下,环保节能成为制造业发展的核心导向,微电子企业将更加重视水处理系统的能耗和环保指标。未来,EDI技术将进一步优化能耗结构,结合光伏、储能等新能源技术,实现更低能耗运行。同时,随着工业互联网、物联网技术的发展,水处理系统将实现智能化升级,通过实时监测、数据分析和智能调控,实现运行参数优化、故障预警和远程维护,进一步提升运行效率和稳定性。
4.技术创新驱动产品升级
EDI膜堆的核心材料和结构设计将持续创新,新型高性能离子交换膜将进一步提升离子选择性和传导效率,优化的树脂填充技术将增强去除效果和使用寿命。此外,针对特殊杂质的专用EDI膜堆将不断涌现,满足不同制程的个性化需求。
六、结语
在微电子产业快速发展、技术不断突破的背景下,超纯水制备技术的先进性和可靠性成为制约行业高质量发展的关键因素。西门子IONPURE VNX55-E大流量EDI膜堆凭其极致的产水水质、稳定的大流量供水能力、显著的节能环保优势和可靠的运行性能,成功解决了微电子产线的供水痛点,为行业提供了高效、绿色、智能的水处理解决方案。
该方案不仅帮助企业提升了产品良率和生产效率,降低了运行成本和环保压力,还契合了行业向先进制程、绿色生产、智能化发展的趋势,具有广泛的应用前景。您若想进一步了解西门子VNX55-E大流量EDI膜堆相关资料、报价、案例,可直接联系蓝膜华东区域客户经理17818561307(微信同号)。
本文由苏州蓝膜(www.sulanmo.com)原创首发,转载请以链接形式标明本文地址或注明文章出处!
